
Hello
I am trying to install Denford AutoCAM v1.10.
The programme installs fine but it won't install the triac Pnc3 post processor.
I run the Mpost.bat file and select triac but it just comes up "No file name given" or "file not found". There is a file called Pptriac.exe but I can't to do anything with it.
Is there anything I can do?
Could AutoCAM be added to the download list?
Denford AutoCAM
Moderators: Martin, Steve, Mr Magoo


AutoCAM must be getting on for 20 years old now and by todays standards is a VERY basic CAM package. it will trace a profile and drill holes and that's about it. No cutter comp, no area clearance cycles so I wonder if it's worth the effort of trying to get it running 
Denford have other low end CAM packages that are far superior - just make sure they output through their Universal Post Processor and they'll be able to generate progs for your Triac
Or contact -=PAB=- on this forum - I know he's doing similar things.

Denford have other low end CAM packages that are far superior - just make sure they output through their Universal Post Processor and they'll be able to generate progs for your Triac
Or contact -=PAB=- on this forum - I know he's doing similar things.
I know what you are saying about being basic but it will do all I need at the moment. The version I have does have radius compensation and circular and rectangular area clearance.
I just want to import dxf files and control where the tool will start to cut etc. I have MillCAM but is has no radius comp or anything.
I was all set to purchase QuickCAM 2D but I will have to create my own postprocessor. Is this hard? But QuickCAM doesn't seem to let me create open tool paths with radius comp!
I just want to import dxf files and control where the tool will start to cut etc. I have MillCAM but is has no radius comp or anything.
I was all set to purchase QuickCAM 2D but I will have to create my own postprocessor. Is this hard? But QuickCAM doesn't seem to let me create open tool paths with radius comp!
-
Denford Admin

- Site Admin
- Posts: 3634
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Because of the way the toolpath offseting works - it needs to create closed areas which can be used to determine whether the object is an island of another object or not. Its been designed to make life easier - you just select all your shapes, and the program will decide whether to fill the shape internally or externally automatically.QuickCAM doesn't seem to let me create open tool paths with radius comp
See example:
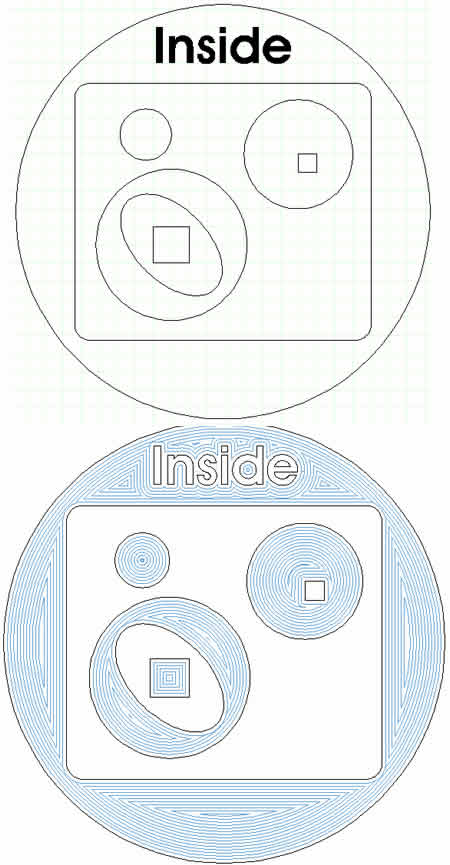
Simply select all the shapes in area clearance and it knows which ones to fill - very useful for text shapes
If this is a problem, you can trim the resulting area using the boolean tool, or by the secret trim command (CTRL-T)
No - its easy enough - just have a look in:I will have to create my own postprocessor. Is this hard?
C:\Documents and Settings\All Users\Application Data\Denford\Posts
There is a text file to help explain the settings in the *.ppl files
- just looking at the current files (in Notepad) will make it much clearer as to how the post is configured.
Just copy one that gives the nearest output, rename it and play with the settings until you get what you want - just remember that all QuickCAM will send out is:
XY arcs (G02 G03) / feed moves (G01) / rapid moves (G00) / spindle request (S4000) / tool request (T0101) and all these codes and number formats can be changed by the post config file
Hi Matt...
I've just installed AutoCAM v1.10 (I'd forgotten just how primative it is!!!)
I tried this...
Run MCAM.BAT
F1 -> Load MILLDEM.DXF
F1 -> Load Profiles
F1 ->Create CNC
These steps created a MILLDEM.MGP file in your MCAM folder - it's the intermediate file the Post Processor will translate into your machine-specific CNC file.
Run MPOST.BAT
Select TRIAC
This translated the MILLDEM.MGP into a MILLDEM.TRI file.
BUT HERE IS ANOTHER PROBLEM!!!
The AutoCAM post processor has created a Binary file that can only be sent to your Triac machine using the OLD TRIAC offline programming software (you cant use Ind Text Editor or the Triac software that's on Denfords webiste)
It's all turning into a bit of a nightmare!!!
I really don't think this is going to work....
I've just installed AutoCAM v1.10 (I'd forgotten just how primative it is!!!)
I tried this...
Run MCAM.BAT
F1 -> Load MILLDEM.DXF
F1 -> Load Profiles
F1 ->Create CNC
These steps created a MILLDEM.MGP file in your MCAM folder - it's the intermediate file the Post Processor will translate into your machine-specific CNC file.
Run MPOST.BAT
Select TRIAC
This translated the MILLDEM.MGP into a MILLDEM.TRI file.
BUT HERE IS ANOTHER PROBLEM!!!
The AutoCAM post processor has created a Binary file that can only be sent to your Triac machine using the OLD TRIAC offline programming software (you cant use Ind Text Editor or the Triac software that's on Denfords webiste)
It's all turning into a bit of a nightmare!!!
I really don't think this is going to work....
Hello Mr Magoo
Thank you for time humouring me. I think I will have to accept defeat on this one!
I will probably go with the QuickCAM in the end. It does look very good but it still troubles me that you can not do open paths with comp. This something I use a lot to rebate edges of parts, or to begin cutting off the job and lead in. I sometimes need to control where the cutting starts and ends.
I have tried creating my own post processors, but its the arcs and circles that confuse me. The software just seems to do it so differently to my machine eg IJK?
Anyway....Many thanks
Thank you for time humouring me. I think I will have to accept defeat on this one!
I will probably go with the QuickCAM in the end. It does look very good but it still troubles me that you can not do open paths with comp. This something I use a lot to rebate edges of parts, or to begin cutting off the job and lead in. I sometimes need to control where the cutting starts and ends.
I have tried creating my own post processors, but its the arcs and circles that confuse me. The software just seems to do it so differently to my machine eg IJK?
Anyway....Many thanks
-
Triac whizz

- CNC Expert

- Posts: 238
- Joined: Mon 17 Jul , 2006 21:48 pm
- Location: France
Try this
http://www.dolphin.zenwebhosting.com/products.htm
good value does & what it says on the box
and there's a post processor for Triac
and good support
No connection - just a satisfied customer
http://www.dolphin.zenwebhosting.com/products.htm
good value does & what it says on the box
and there's a post processor for Triac
and good support
No connection - just a satisfied customer
-
Denford Admin
- Site Admin
- Posts: 3634
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Triac Whizz is probably right - the Dolphin stuff looks more industrial - it depends what you're making.
QuickCAM is aimed for use by school kids and the main purpose of the software is to let them make things as quickly / easily / painlessly as possible, ie, they don't care about lead-ins / outs, they just want to make a plastic sign for their bedroom door with their name on it.
Its still very capable - especially if you want to do circuit boards or already have DXFs, but lacks features you may want, say, if you were cutting steel.
If you post a typical program that works on your machine, I should be able to make a post file for it .
QuickCAM is aimed for use by school kids and the main purpose of the software is to let them make things as quickly / easily / painlessly as possible, ie, they don't care about lead-ins / outs, they just want to make a plastic sign for their bedroom door with their name on it.
Its still very capable - especially if you want to do circuit boards or already have DXFs, but lacks features you may want, say, if you were cutting steel.
If you post a typical program that works on your machine, I should be able to make a post file for it .
The Dolphin stuff does look very good, but I was really just looking for something "flexible" rather then "sophisticated".
I think I will go with QuickCAM and take you up on the offer to help with the post.
I can always work around the inflexibly if I need to by editing the code manually afterwards. I had thought it would be very good for PCBs.
I think I will go with QuickCAM and take you up on the offer to help with the post.
I can always work around the inflexibly if I need to by editing the code manually afterwards. I had thought it would be very good for PCBs.
I just purchased QuickCAM.
I would be very grateful if you could produce a post processor for me (and others).
This code was created in MillCam and works fine on my machine. It is a square, circle and arc. It has the file extension .pnc
I am using the Industrial Text Editor to transfer to the machine. This requires an "L" to be added at the end of each line. Is this something that could be included in the post?
G90
G71
M6T1
M3S1500
G0X10Y50
G0Z2
G1Z-1FZ100
G1Y10FX150
G1X50
G1Y50
G1X10
G0Z2
G0X110Y30
G1Z-1
G3X90Y50CX90Y30
G3X70Y30CX90Y30
G3X90Y10CX90Y30
G3X110Y30CX90Y30
G0Z2
G0X120Y10
G1Z-1
G3X150.355Y45CX115Y45
G3X150Y50CX115Y45
G0Z2
M5
G0Z100
M2
I would be very grateful if you could produce a post processor for me (and others).
This code was created in MillCam and works fine on my machine. It is a square, circle and arc. It has the file extension .pnc
I am using the Industrial Text Editor to transfer to the machine. This requires an "L" to be added at the end of each line. Is this something that could be included in the post?
G90
G71
M6T1
M3S1500
G0X10Y50
G0Z2
G1Z-1FZ100
G1Y10FX150
G1X50
G1Y50
G1X10
G0Z2
G0X110Y30
G1Z-1
G3X90Y50CX90Y30
G3X70Y30CX90Y30
G3X90Y10CX90Y30
G3X110Y30CX90Y30
G0Z2
G0X120Y10
G1Z-1
G3X150.355Y45CX115Y45
G3X150Y50CX115Y45
G0Z2
M5
G0Z100
M2
-
Denford Admin
- Site Admin
- Posts: 3634
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Hi,
Have nearly got it - but I'm going to have to update the application to allow for absolute circle centres (looks like that facility was never thought about):
Check if this (straight out of QuickCAM) would work .... (NB, the centre points are incremental in this example still)
Also, I'm not sure if the trailing 000s and blank lines (L) are a problem ?
(added:-)
- this should be a bit closer now:
Have nearly got it - but I'm going to have to update the application to allow for absolute circle centres (looks like that facility was never thought about):
Check if this (straight out of QuickCAM) would work .... (NB, the centre points are incremental in this example still)
Code: Select all
G90L
G71L
M5L
M6T0101L
M3S23000L
G0X50.000Y10.000L
G0Z2.000L
L
G1Z-2.000FX1250L
G2X79.606Y90.369CX-1.842Y46.316F5000L
G1X80.000Y90.000L
G0Z2.000L
G0X76.750Y94.235L
L
G1Z-2.000FX1250L
G3X76.750Y94.235CX33.250Y45.765F5000L
G0Z2.000L
G0X40.123Y70.000L
L
G1Z-2.000FX1250L
G1X180.123FX5000L
Y200.000L
X40.123L
Y70.000L
G0Z2.000L
G0Z2.000L
M5L
M2LAlso, I'm not sure if the trailing 000s and blank lines (L) are a problem ?
(added:-)
- this should be a bit closer now:
Code: Select all
G90L
G71L
M5L
M6T1L
M3S4000L
G0X50.000Y10.000L
G0Z2.000L
G1Z-2.000FX63L
G2X79.606Y90.369CX48.158Y56.316L
G1X80.000Y90.000L
G0Z2.000L
G0X76.750Y94.235L
G1Z-2.000FX63L
G3X76.750Y94.235CX110.000Y140.000L
G0Z2.000L
G0X40.123Y70.000L
G1Z-2.000FX63L
G1X180.123FX250L
G1Y200.000L
G1X40.123L
G1Y70.000L
G0Z2.000L
G0Z2.000L
M5L
M2L-
Denford Admin
- Site Admin
- Posts: 3634
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Yep - most things can be changed in the post file by the user, but as there isn't a facility to change the circle centre typeWhen you say update the application do you mean QuickCAM itself?
- the next version with a few tweaks is about to be released, so it'd be great to get these changes in as well.
Just thought I'd add my two penneth worth...
1) Triac only accepts arcs within a single quadrant.
So a Clockwise arc going from 11o'clock to 2'oclock must be split into 2 NC blocks...
first from 11o'clock to 12o'clock
Second from 12o'clock to 2o'clock
So obviously a CW arc from 11o'clock to 7o'clock must be 4 x NC Blocks
2) It's a 2 1/2 axis machine so Z axis feedrates must be defined seperatly to the XY feedrates. I think that your block that reads
G1Z-2.000FX63L
may be moving the Z axis at the last defined Z axis feedrate, not at 63mm/min
A single Z axis move should be like this
G1Z-2.000FZ63L
And a 3 axis linear move should be like this...
G1 X10 Y20 FX80 Z-2 FZ63 L
X&Y axes move along a vector at 80mm/min whilst Z moves independantly at 63mm/min
I say linear move because you can't guarantee the Z axis will arrive at the end point at the same time as the XY axes. I guess you should do something like...
1) Triac only accepts arcs within a single quadrant.
So a Clockwise arc going from 11o'clock to 2'oclock must be split into 2 NC blocks...
first from 11o'clock to 12o'clock
Second from 12o'clock to 2o'clock
So obviously a CW arc from 11o'clock to 7o'clock must be 4 x NC Blocks
2) It's a 2 1/2 axis machine so Z axis feedrates must be defined seperatly to the XY feedrates. I think that your block that reads
G1Z-2.000FX63L
may be moving the Z axis at the last defined Z axis feedrate, not at 63mm/min
A single Z axis move should be like this
G1Z-2.000FZ63L
And a 3 axis linear move should be like this...
G1 X10 Y20 FX80 Z-2 FZ63 L
X&Y axes move along a vector at 80mm/min whilst Z moves independantly at 63mm/min
I say linear move because you can't guarantee the Z axis will arrive at the end point at the same time as the XY axes. I guess you should do something like...
- Not allow the post to output 3 axis linear moves and report an error or write a comment instead
- calculate the XY feedrate and Z feedrate independantly based on the length of the vectors (it will almost output a true vector )
Or another option could be to write a QuickCAM post that generated an intermediate file for the old Universal Post Processor 
And use the UPP to support the legacy machines - it already does all the segmented arcs and vector feedrate stuff.
Let me know if you want to go down this route - I can probably knock something up for you
And use the UPP to support the legacy machines - it already does all the segmented arcs and vector feedrate stuff.
Let me know if you want to go down this route - I can probably knock something up for you
-
Denford Admin
- Site Admin
- Posts: 3634
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Argghh - old machines 
3 Axis linears -
Shouldn't be too bad as QuickCAM only outputs XY or Z moves anyway - theres no need for 3 axis interp. I presume you can go rapid all 3 at once (not interpolated ?) ,eg, G0 X10 Y20 Z30
The other two issues will be easy enough to implement as options in the post.
ETA for the new version is sometime next week
3 Axis linears -
Shouldn't be too bad as QuickCAM only outputs XY or Z moves anyway - theres no need for 3 axis interp. I presume you can go rapid all 3 at once (not interpolated ?) ,eg, G0 X10 Y20 Z30
The other two issues will be easy enough to implement as options in the post.
ETA for the new version is sometime next week
-
Denford Admin
- Site Admin
- Posts: 3634
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Hi, This has just come straight from current BETA QuickCAM 2D - give it a try and let me know (max Z cut is 2mm - billet 250mmby250mm)
I could send you some pre-release files which will get your machine working if you want ?
I could send you some pre-release files which will get your machine working if you want ?
Code: Select all
G90L
G71L
M5L
M6T1L
M3S4000L
G0X75.271Y24.161L
G0Z2.000L
G1Z-2.000FZ63L
G2X50.678Y61.484CX91.296Y61.484FX250L
G2X91.296Y102.102CX91.296Y61.484L
G2X131.914Y61.484CX91.296Y61.484L
G2X123.909Y37.272CX91.296Y61.484L
G0Z2.000L
G0X167.473Y54.190L
G1Z-2.000FZ63L
G2X156.613Y81.427CX196.199Y81.427FX250L
G2X196.199Y121.013CX196.199Y81.427L
G2X235.784Y81.427CX196.199Y81.427L
G2X196.199Y41.841CX196.199Y81.427L
G2X177.295Y46.646CX196.199Y81.427L
G1X175.932Y47.423L
G0Z2.000L
G0X140.404Y97.330L
G1Z-2.000FZ63L
G1X138.754Y98.981FX250L
G3X95.264Y116.524CX95.264Y53.845L
G3X38.897Y81.258CX95.264Y53.845L
G0Z2.000L
G0X24.780Y128.257L
G1Z-2.000FZ63L
G3X30.000Y127.639CX30.000Y150.000FX250L
G3X52.361Y150.000CX30.000Y150.000L
G3X30.000Y172.361CX30.000Y150.000L
G3X7.639Y150.000CX30.000Y150.000L
G3X24.780Y128.257CX30.000Y150.000L
G0Z2.000L
G0X28.066Y187.792L
G1Z-2.000FZ63L
G3X30.000Y187.639CX30.000Y200.000FX250L
G3X42.361Y200.000CX30.000Y200.000L
G3X30.000Y212.361CX30.000Y200.000L
G3X17.639Y200.000CX30.000Y200.000L
G3X28.066Y187.792CX30.000Y200.000L
G0Z2.000L
G0X10.000Y220.000L
G1Z-2.000FZ63L
G2X30.000Y240.000CX30.000Y220.000FX250L
G2X50.000Y220.000CX30.000Y220.000L
G0Z2.000L
G0X100.000Y220.000L
G1Z-2.000FZ63L
G3X80.000Y200.000CX100.000Y200.000FX250L
G3X100.000Y180.000CX100.000Y200.000L
G0Z2.000L
G0X110.000L
G1Z-2.000FZ63L
G3X130.000Y200.000CX110.000Y200.000FX250L
G3X110.000Y220.000CX110.000Y200.000L
G0Z2.000L
G0X130.000L
G1Z-2.000FZ63L
G3X150.000Y200.000CX150.000Y220.000FX250L
G3X170.000Y220.000CX150.000Y220.000L
G0Z2.000L
G0X141.250Y165.848L
G1Z-2.000FZ63L
G2X147.608Y153.385CX132.215Y153.385FX250L
G2X147.594Y152.736CX132.215Y153.385L
G0Z2.000L
G0X131.945Y154.428L
G1Z-2.000FZ63L
G3X115.873Y167.962CX115.327Y151.003FX250L
G0Z2.000L
G0X106.992Y166.693L
G1Z-2.000FZ63L
G3X96.839Y145.480CX124.075Y145.480FX250L
G3X100.647Y131.589CX124.075Y145.480L
G0Z2.000L
G0X85.844Y154.005L
G1Z-2.000FZ63L
G2X84.787Y158.234CX93.775Y158.234FX250L
G2X88.382Y165.425CX93.775Y158.234L
G0Z2.000L
G0X169.165Y150.621L
G1Z-2.000FZ63L
G2X188.220Y168.128CX188.220Y149.004FX250L
G2X207.345Y149.004CX188.220Y149.004L
G2X189.604Y129.930CX188.220Y149.004L
G1X189.043Y129.897L
G0Z2.000L
G0Z2.000L
M5L
M2L