All info relating to the Denford Novamill CNC Milling machines
Moderators: Martin, Steve, Mr Magoo
-
moray
- CNC Apprentice

- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sat 01 Aug , 2015 11:56 am
I do like VR Milling 5, especially it's nice simulation machines

However if it ever dies, Mach or EMC won't be on the replacement candidate list (A KFlop+KStep combo would be top of my list - I have a little CMM/Probing machine that runs on that combo, and it works well but I still need to rely on Mach3 to get the probing routines)
You can edit the mint files for each machine, however I'm not sure of the exact process. The actual language doesn't look that hard (just open any of the <pick a machine name>.mnt files to view it), but I'm not sure if it's simply a case of editing the .mnt file, and VR Milling automatically uses the modified version, or if there is more to the process. I'm sure a search on here would likely turn something up.
-
jonnydeen
- CNC Apprentice
- Posts: 47
- Joined: Tue 09 Jul , 2013 20:45 pm
- Hardware/Software: 1996 Novamill, linuxcnc
1986 Triac PNC, linuxcnc
1989 Senior 3c, Heidenhain TNC155
Post
by jonnydeen » Sat 01 Aug , 2015 18:59 pm
Must look into k flop/ k step as I've no idea what they are.
As for the software, I will have to have a good dig about. I'm certainly not the best person for the job as its not my field of expertise but ill try anyway.
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sat 01 Aug , 2015 23:22 pm
KFlop & KStep are made by Dynomotion, and give you the option of using Dynomotion's KMotionCNC software, Mach3, or even writing your own program.
Just done a bit searching, and to modify the mint files, you need to use Mint Workbench -
viewtopic.php?f=9&t=2488
If you've not got the install CD, then you can get Mint Workbench from
http://www.abbmotion.com/products/mint/workbench.asp although you need to register with abb to download it. I wonder if the Denford presentation CD download includes it?
-
Steve
- CNC Guru

- Posts: 1432
- Joined: Tue 21 Feb , 2006 16:15 pm
- Location: Denford UK
Post
by Steve » Mon 03 Aug , 2015 9:15 am
Changing the functionality of the machine would be possible.
The VR Milling software code is complied so cannot be edited but the Control withing the Baldor control card can be changed, it could be a long learning curve.
The control software is stored in a Mint file
In the applications data on the VR Milling CD you will find Mint Workbench. This allows the program to be edited and changed then recompiled. I think manuals are included.
-
jonnydeen
- CNC Apprentice
- Posts: 47
- Joined: Tue 09 Jul , 2013 20:45 pm
- Hardware/Software: 1996 Novamill, linuxcnc
1986 Triac PNC, linuxcnc
1989 Senior 3c, Heidenhain TNC155
Post
by jonnydeen » Wed 05 Aug , 2015 22:45 pm
Didn't find mint workbench on the cd although I only checked the vr2.32 one
Registered on the abb site and downloaded their current mint workbench prog. Looks as though the smartstep is not supported, so I didn't bother with it. I found a legacy release v3.3 and opened up the novamill.mnt file. The file is relatively short and fairly well annotated. The ATC routines section appears to consist of the routine order followed by each calls specific values and logic statements. Much like a g code main program followed by subroutines.
So, correct me if i am wrong...
To implement a side loading carousel setup it would just be necessary to change the order of these initial blocks to suit. That is of course assuming the switches and wiring remain true to spec
-
Steve
- CNC Guru
- Posts: 1432
- Joined: Tue 21 Feb , 2006 16:15 pm
- Location: Denford UK
Post
by Steve » Thu 06 Aug , 2015 5:24 am
That's correct. The problem is that some of the control could be in the VR Milling Code so changing the functionality of the toolchanger might be difficult. .
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sun 13 Sep , 2015 18:53 pm
Just wondering if you've made any more progress with this?
-
jonnydeen
- CNC Apprentice
- Posts: 47
- Joined: Tue 09 Jul , 2013 20:45 pm
- Hardware/Software: 1996 Novamill, linuxcnc
1986 Triac PNC, linuxcnc
1989 Senior 3c, Heidenhain TNC155
Post
by jonnydeen » Sat 19 Sep , 2015 22:18 pm
Nope. Got sidetracked by other projects + work.
ATC is still on the cards. And id like to get it completed in the next coming months. Preferably before Christmas.
^^... Famous last words ...^^
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sat 19 Sep , 2015 23:13 pm

I'll ask for an update in the new year then!
-
MortenL
- Posts: 9
- Joined: Thu 25 Dec , 2014 11:44 am
- Location: Bornholm / Denmark
Post
by MortenL » Tue 20 Oct , 2015 20:59 pm
Hi,
I have started to look at the electrical on my novamill (Nextmove usb), the 42 way socket from the electrical cabinet have all the wires mounted inside the plug (nice!) but the 42 way socket on my novamill miss the following male legs:
19,20,21 atc in/out
25,26,27 atc motor
39,40 atc datum
So my question is, do anybody know where to get the male pins for the plug, that would be a nice solution being able to keep it all in one plug - like original.
Was also thinking about that it should be possible to make the toolchanger like the triac, that the changer also goes up/Down instead of the milling head... the mechanical is no problem, but have not looked at the mint files? this will need 2 more sensors for the up/Down, and to keep it all in my 42 way socket I would cancel the interlock...
And yes, it can be done in mach no problem, but this machine I would like to keep the denford solution (for now)...
/Morten
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Tue 20 Oct , 2015 22:28 pm
I can't help with the exact pins, however the big connector is a reasonably common Harting modular connector, which are still available, so it's just a case of identifying the correct pins/inserts.
Regarding editing the mint files, it does look possible to alter the tool change process, however I've only had a quick scan over the relevant mint file, and not looked to see if anything is handled by VR Milling as per Steve's warning above.
-
MortenL
- Posts: 9
- Joined: Thu 25 Dec , 2014 11:44 am
- Location: Bornholm / Denmark
Post
by MortenL » Wed 21 Oct , 2015 19:04 pm
Thanks, I think I found the pins if others are interrested here:
http://www.conrad.com/ce/en/product/747 ... archDetail
under accessories...
Now I just need to figure out the way I want to go, normal novamill atc or triac atc style...
/Morten
-
MortenL
- Posts: 9
- Joined: Thu 25 Dec , 2014 11:44 am
- Location: Bornholm / Denmark
Post
by MortenL » Thu 22 Oct , 2015 19:00 pm
I can't be triac atc style, as you can see in the pictures the tool carousel uses the hole underneath the milling head for the next Tool, so it's impossible for the carousel to go sideways until the head has moved up or the carousel down...
It can still be the carousel that moves up & Down instead of the head...
/Morten
-
Attachments
-
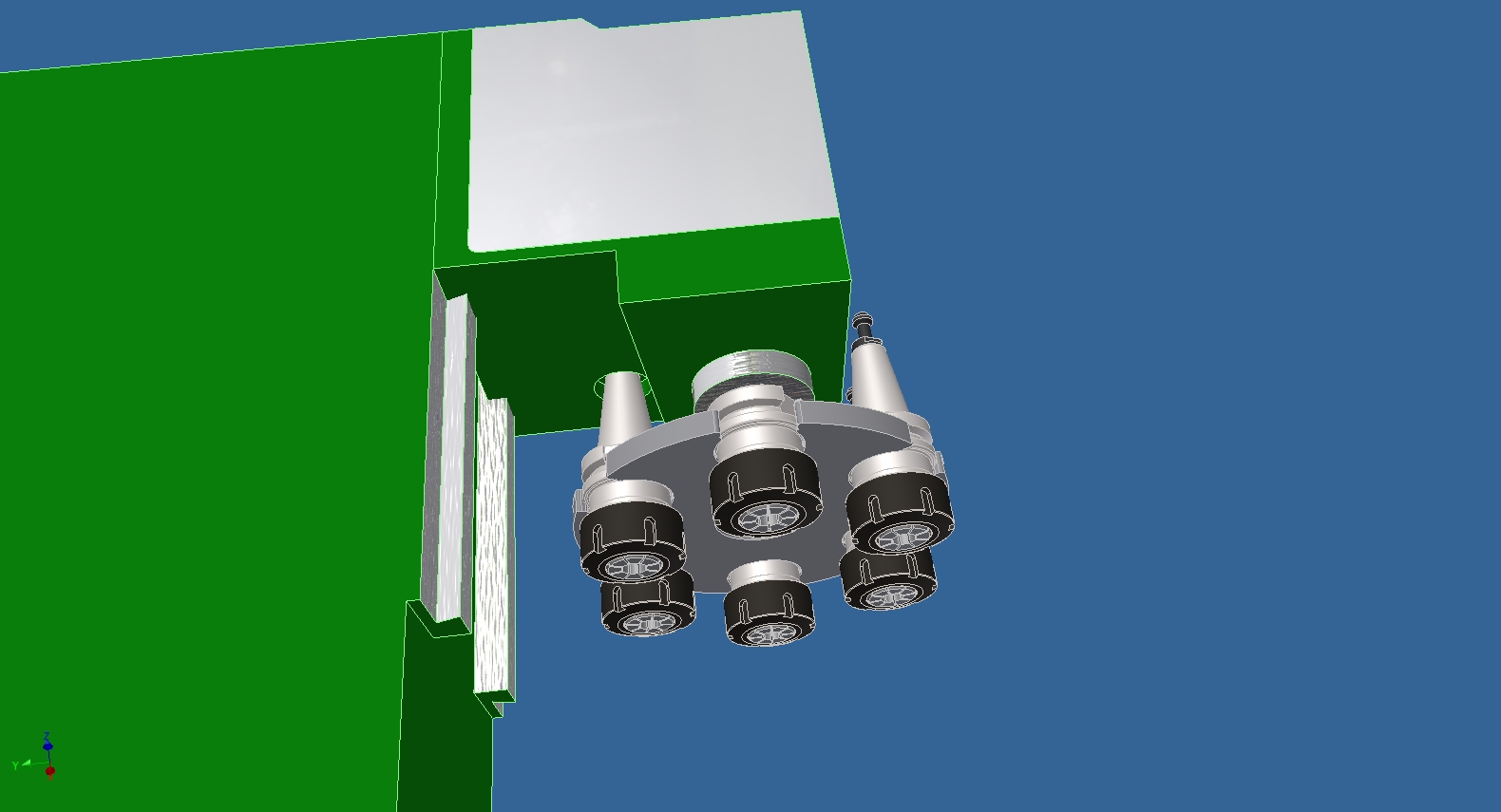
- ASM#2.jpg (199.11 KiB) Viewed 17783 times
-
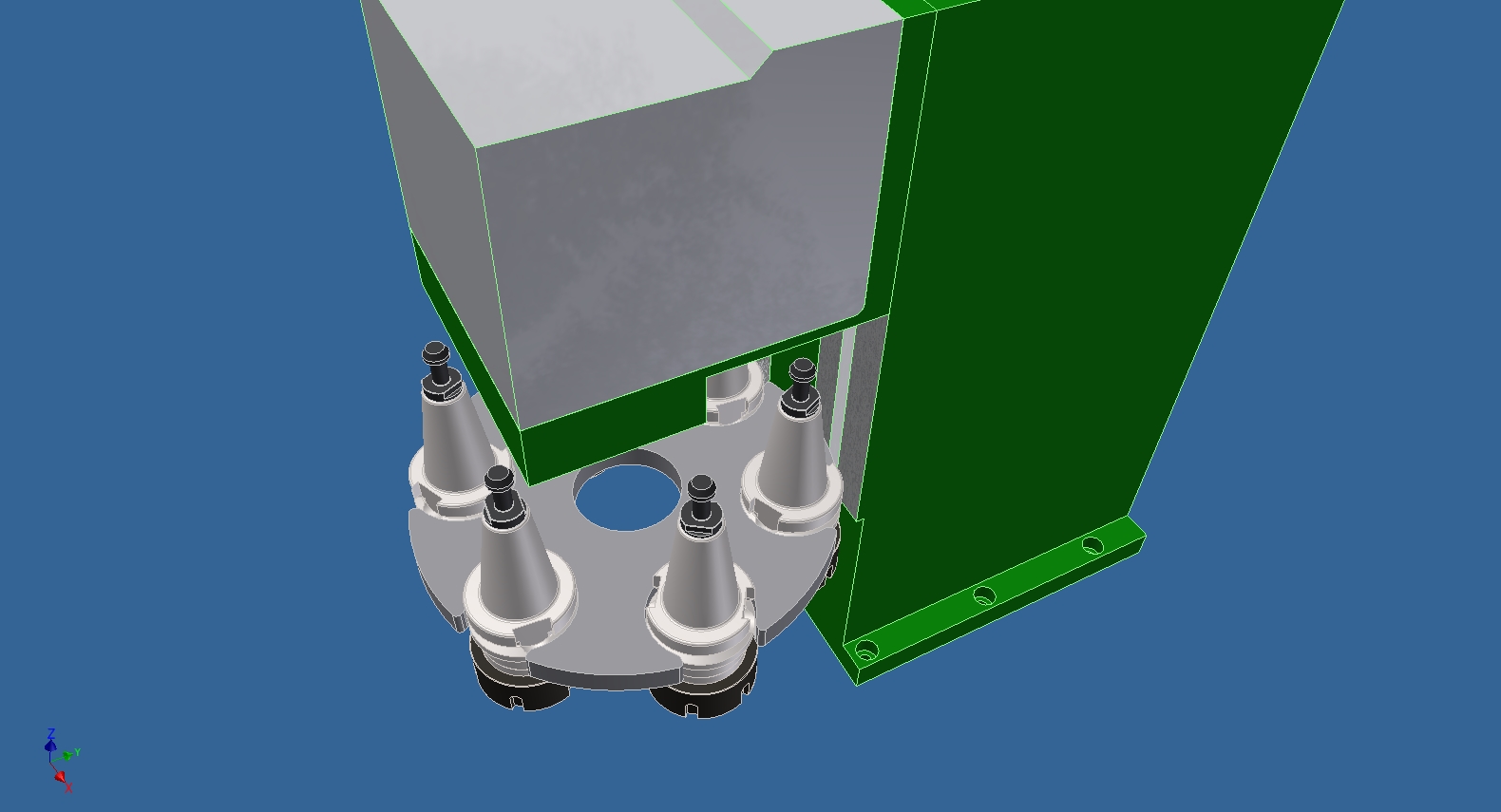
- ASM#1.jpg (226.39 KiB) Viewed 17783 times
-
MortenL
- Posts: 9
- Joined: Thu 25 Dec , 2014 11:44 am
- Location: Bornholm / Denmark
Post
by MortenL » Sun 25 Oct , 2015 13:41 pm
Does anybody have drawings of the novamill atc Geneva gear?
/Morten
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sun 25 Oct , 2015 20:17 pm
Have you got the carousel assembly drawing? Should be RM6_700?
It shows the Geneva mechanism, but although it doesn't have any measurements as such, you should be scale it to get rough measurements.
That's the only drawing I've got of anything to do with the carousel, and I keep hoping to find somebody with an ATC Novamill who's willing to provide some measurements for the carousel assembly.
-
jonnydeen
- CNC Apprentice
- Posts: 47
- Joined: Tue 09 Jul , 2013 20:45 pm
- Hardware/Software: 1996 Novamill, linuxcnc
1986 Triac PNC, linuxcnc
1989 Senior 3c, Heidenhain TNC155
Post
by jonnydeen » Sat 28 Nov , 2015 19:02 pm
nice model mortenl, fancy sharing?
it could be done in the triac style, would need to be fairly humongous though. don't write it off just yet, it could still be a possibility.
does anyone know what type of switches are fitted for positional feedback? to keep things original we need to know how to index carousel accurately.
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sat 28 Nov , 2015 19:54 pm
Just had a quick scan through the wiring diagrams, and it looks like the ATC In and Out switches need to be normally open, as they're simply switching TB9 Inputs 3 & 4 to GND when activated, with the carousel being a changeover switch, switching TB9 input 7 between GND and 5V however there's nothing to say if Open or Closed is when the tool is on position.
Some suitable micro switches should do the job fine.
-
jonnydeen
- CNC Apprentice
- Posts: 47
- Joined: Tue 09 Jul , 2013 20:45 pm
- Hardware/Software: 1996 Novamill, linuxcnc
1986 Triac PNC, linuxcnc
1989 Senior 3c, Heidenhain TNC155
Post
by jonnydeen » Sat 28 Nov , 2015 20:47 pm
so how does vr know which tool its on? would it be a case of telling it manually? or does the changer home?
-
moray
- CNC Apprentice
- Posts: 97
- Joined: Thu 12 Sep , 2013 20:02 pm
- Hardware/Software: Triac VMC
Post
by moray » Sat 28 Nov , 2015 21:12 pm
It's probably a case of telling VR initially, but some of the controllers do store certain variables in EEPROM, as I know my Novamill stores the last tool number between power ups.
Having just checked the carousel assembly diagram, it looks like the ATC In/Out are just standard roller arm microswitches, while the carousel sensor, if I'm looking at the correct part, is some form of proximity switch mounted to sense an eccentric cam just below the motor. I'm guessing the sensor is part number BI00401C, on diagram RM6_700.
-
Steve
- CNC Guru
- Posts: 1432
- Joined: Tue 21 Feb , 2006 16:15 pm
- Location: Denford UK
Post
by Steve » Mon 30 Nov , 2015 7:23 am
Yes the sensor to count the toolchanger is a prox switch on the Genova Cam. However it has to read two pulses to know the thing has gone a full station. Two reves of the cam are required for a toolchanger.
